






Как выбрать сопло для лазерной резки по головке, газу и металлу
Сопло влияет не только на подачу газа. Оно задаёт форму потока, помогает выдувать расплав из зоны реза, участвует в работе датчика высоты и защищает нижнюю часть лазерной головки от брызг.
Почему сопло меняет результат резки
Станок может резать один и тот же металл по одной программе, но после замены сопла кромка становится хуже. Появляется грат, прожиг идёт нестабильно, на мелких контурах растёт количество брака, а расход газа становится выше обычного.
Такая проблема не всегда связана с настройками станка. Часто причина находится в расходнике, который выглядит похожим на старый, но отличается по высоте, резьбе, посадке, диаметру отверстия или конструкции газового канала.
Сопло для лазерной резки влияет не только на подачу газа. Оно задаёт форму потока, помогает выдувать расплав из зоны реза, участвует в работе датчика высоты и защищает нижнюю часть лазерной головки от брызг.
Главная мысль: если сопло выбрано неправильно, оператор начинает компенсировать дефект скоростью, давлением или фокусом, хотя источник проблемы остаётся на месте.
Правильный подбор начинается не с вопроса о цене и не только с диаметра отверстия. Сначала нужно понять, к какой лазерной головке подбирается расходник, какой газ используется, какой металл режется и какой результат нужен на кромке.
Что проверить перед заказом сопла
Сопло нельзя выбирать только по диаметру отверстия. Размер 1,5 мм или 2,0 мм показывает, какой поток газа может пройти через рабочее отверстие, но не говорит, подойдёт ли расходник к конкретной лазерной головке.
Для подбора нужны не только параметры реза, но и посадочные размеры самого сопла. Внешне похожие расходники могут отличаться по резьбе, высоте, форме посадки и конструкции газового канала. Такое сопло может вкрутиться в головку, но работать хуже старого.
Перед заказом стоит проверить
- модель лазерной головки;
- бренд и серию головы: Raytools, BOCI, Precitec или WSX;
- внешний диаметр сопла;
- резьбу;
- высоту сопла;
- диаметр отверстия;
- одинарную или двойную конструкцию;
- форму посадочной части;
- наличие покрытия;
- материал и толщину металла;
- газ, который используется при резке.
Если старое сопло сохранилось, его лучше сфотографировать и измерить. Иногда маркировка стёрта, но по внешнему диаметру, резьбе и высоте можно подобрать нужный вариант точнее, чем по описанию словами.
Основные параметры сопла
| Параметр | Что показывает | Что будет при ошибке |
|---|---|---|
| Внешний диаметр | Совместимость с посадочным местом головки | Сопло не встанет правильно или изменит положение относительно датчика |
| Резьба | Подходит ли сопло к держателю | Деталь не вкрутится или будет сидеть с перекосом |
| Высота | Положение отверстия относительно фокуса и листа | Газовый поток сместится, рез станет нестабильным |
| Диаметр отверстия | Объём и скорость выхода газа | Появится грат, непрорез или перерасход газа |
| Тип конструкции | Одинарный или двойной газовый канал | Режим кислородной или азотной резки будет работать хуже |
| Покрытие | Защита от налипания брызг | Сопло быстрее загрязнится и начнёт искажать поток |
Эта таблица помогает быстро понять, почему внешне похожие сопла могут вести себя по-разному. Для станка важна не только форма детали на фото, а точное совпадение посадки, высоты и канала подачи газа.
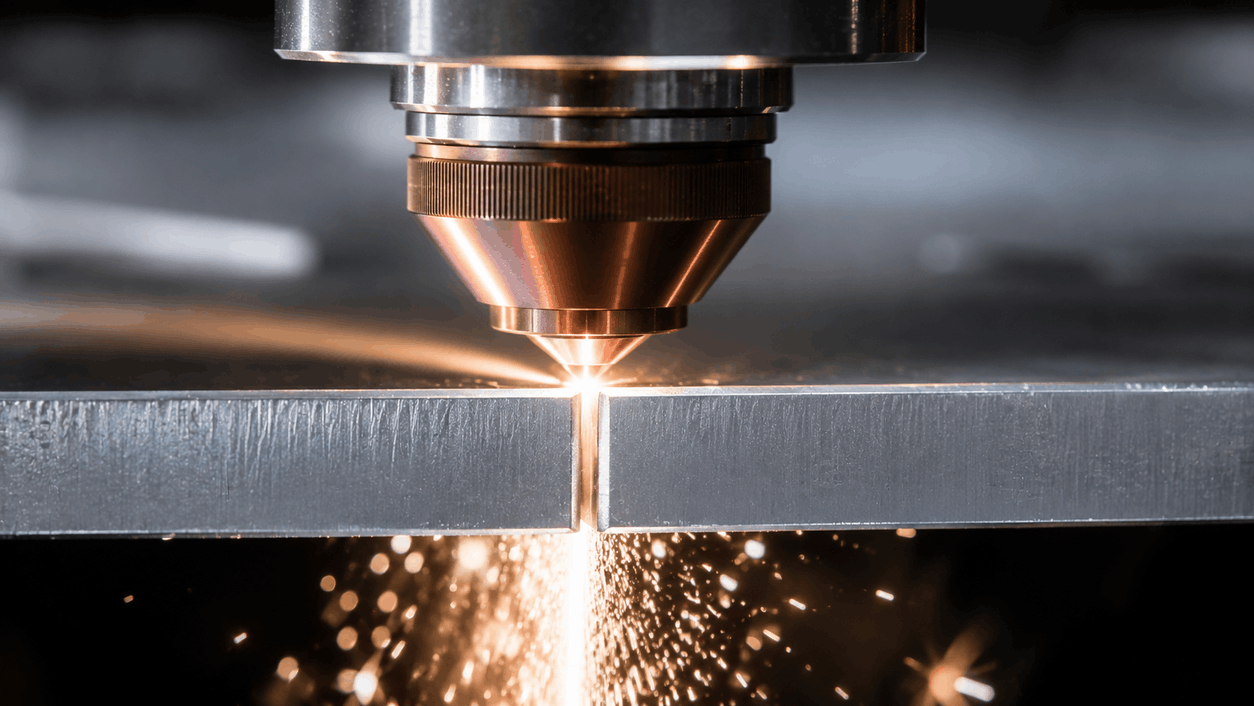
Как сопло работает в лазерной головке
Лазерный луч режет металл, а газ удаляет расплав из зоны реза. Сопло направляет этот газ в нужную точку. Когда поток проходит ровно по оси луча, расплав выходит из канала реза равномерно, а кромка получается стабильной по всей длине контура.
Если отверстие сопла загрязнено, оплавлено или имеет овальную форму, поток газа уходит в сторону. На детали это видно быстрее, чем на самом расходнике.
Обычно появляются такие признаки
- грат сильнее с одной стороны;
- кромка становится грубой на отдельных участках;
- прожиг занимает больше времени;
- на толстом металле появляется непрорез;
- станок начинает хуже проходить мелкие отверстия;
- растёт количество брызг возле зоны реза.
Проблема в том, что оператор не всегда сразу смотрит на сопло. Сначала меняют скорость, давление газа или фокус. Иногда это даёт краткий эффект, но через несколько деталей дефект возвращается.
Одинарное и двойное сопло
Одинарные и двойные сопла отличаются устройством газового канала. Выбор зависит от газа, материала, толщины листа и режима резки.
| Тип сопла | Где применяют | Что даёт |
|---|---|---|
| Одинарное сопло | Азот, воздух, аргон, нержавеющая сталь, алюминий, латунь | Помогает выдувать расплав и получать кромку без сильного окисления |
| Двойное сопло | Кислород, углеродистая сталь, средние и большие толщины | Стабилизирует подачу кислорода и поддерживает ровный процесс резки |
| Хромированное сопло | Режимы с большим количеством брызг | Снижает налипание расплава и помогает дольше сохранять форму отверстия |
| Удлинённое сопло | Отдельные задачи с особенностями доступа к зоне реза | Помогает работать там, где стандартная геометрия неудобна |
Одинарное сопло чаще используют там, где газ должен выдуть расплав и защитить кромку от активного окисления. Такой вариант применяют при резке нержавеющей стали, алюминия и цветных металлов азотом или воздухом.
Двойное сопло чаще выбирают для кислородной резки углеродистой стали. Кислород участвует в процессе резки и требует другой организации потока. Если поставить неподходящую конструкцию, кромка может стать нестабильной, а прожиг начнёт идти хуже.
Как выбрать диаметр отверстия
Диаметр отверстия определяет, сколько газа проходит через сопло и как поток воздействует на расплав. Малое отверстие сильнее концентрирует поток. Большое отверстие даёт больший объём газа, что особенно заметно на более толстом металле.
Универсального диаметра для всех задач нет. Один и тот же размер может хорошо работать на тонкой нержавейке и плохо справляться с более толстым алюминием. Поэтому диаметр выбирают вместе с газом, толщиной, мощностью станка и картой режимов.
Для первичного подбора можно использовать простую логику
- тонкий металл обычно требует меньшего диаметра;
- толстый металл чаще требует большего объёма газа;
- азотная резка связана с высоким расходом газа;
- кислородная резка требует стабильной подачи и точного режима;
- слишком маленькое отверстие может дать грат или непрорез;
- слишком большое отверстие повышает расход газа и не всегда улучшает кромку.
Если после установки нового сопла рез стал хуже, не стоит сразу менять режимы. Сначала нужно проверить, совпадает ли диаметр отверстия с картой резки и не отличается ли новое сопло по высоте или посадке от старого.
Быстрый ориентир по газу и материалу
| Материал | Газ | Какое сопло чаще используют | Что проверить |
|---|---|---|---|
| Углеродистая сталь | Кислород | Двойное сопло | Диаметр, высоту, чистоту отверстия и стабильность прожига |
| Нержавеющая сталь | Азот | Одинарное сопло | Давление газа, диаметр отверстия и состояние защитного стекла |
| Алюминий | Азот или воздух | Одинарное сопло | Фокус, соосность, отсутствие налипания на нижней части сопла |
| Латунь | Азот | Одинарное сопло | Мощность, отражение, стабильность выдува расплава |
| Тонкий лист | Азот, воздух или кислород по режиму | Малые диаметры по карте резки | Нет ли лишнего расхода газа и перегрева кромки |
| Толстый лист | Кислород или азот по задаче | Диаметр под толщину и газ | Удаляется ли расплав по всей глубине реза |
Таблица даёт ориентир, а не заменяет карту режимов станка. Производитель оборудования может рекомендовать другие диаметры для конкретной мощности, головы и материала. Если станок уже стабильно резал на определённом сопле, новый расходник лучше подбирать через размеры старой детали и режим, который реально работал в цехе.
Почему новое сопло не всегда решает проблему
Иногда оператор меняет сопло, но кромка остаётся плохой. Это не значит, что новое сопло бесполезно. Просто причина дефекта может находиться рядом с ним.
Чаще всего нужно проверить несколько узлов
- защитное стекло;
- керамическое кольцо;
- соосность луча и отверстия сопла;
- высоту сопла над листом;
- давление и чистоту газа;
- фокус;
- наличие брызг на нижней части сопла;
- состояние уплотнительных колец.
Грязное защитное стекло снижает мощность, которая доходит до металла. В такой ситуации новое сопло не уберёт непрорез, потому что луч уже проходит через загрязнённую оптику.
Повреждённое керамическое кольцо может нарушить работу датчика высоты. Тогда головка неправильно держит зазор, а сопло начинает идти слишком близко к листу или цеплять приподнятые элементы.
Несоосность луча и отверстия сопла даёт перекос реза. Одна сторона кромки выглядит лучше, другая получает грат или шероховатость. Такой дефект легко спутать с неправильным диаметром, хотя причина может быть в настройке головы после удара или замены расходника.
Как понять, что сопло выбрано неправильно
Ошибка подбора часто проявляется не сразу после установки. Первые детали могут пройти нормально, а затем на серии появляется грат, прожиг становится длиннее, а мелкие контуры начинают выходить хуже прямых участков.
По одному признаку нельзя сразу обвинять сопло. Но если дефект появился после замены расходника, проверку стоит начать именно с него.
| Что видно на детали | Возможная связь с соплом | Что проверить |
|---|---|---|
| Грат с одной стороны | Поток газа смещён из-за износа отверстия или несоосности | Состояние отверстия, центровку луча, посадку сопла |
| Непрорез на толстом металле | Отверстие слишком маленькое или газ плохо удаляет расплав | Диаметр сопла, давление газа, карту режимов |
| Шероховатая кромка | Поток газа нестабилен или сопло загрязнено брызгами | Нижнюю часть сопла, чистоту отверстия, состояние покрытия |
| Прожиг стал дольше | Газовый поток не помогает стабильно удалять расплав | Диаметр, тип сопла, давление газа |
| Больше брызг возле зоны реза | Сопло стоит слишком близко или поток нарушен | Высоту, датчик, керамическое кольцо |
| Рез хуже на мелких контурах | Сопло цепляет лист или неправильно держится зазор | Геометрию листа, высоту головки, состояние сопла |
Такая диагностика помогает не менять режимы вслепую. Если дефект появился после установки нового расходника, сначала сравнивают новое сопло со старым по размерам, затем проверяют отверстие, посадку и соосность.
Почему посадка сопла влияет на рез
Посадка кажется простой механической частью, но для лазерной головки она влияет на положение отверстия относительно луча, датчика высоты и фокуса. Сопло может вкрутиться в держатель, но работать хуже, если отличается по высоте или геометрии нижней части.
Для Raytools, BOCI, Precitec и WSX нельзя подбирать сопло только по внешнему сходству. У разных серий головок отличаются резьба, высота, внешний диаметр, форма посадочной части и требования к расходникам.
Перед заказом нужно сверить четыре вещи
- полную модель лазерной головки;
- маркировку старого сопла;
- размеры старого сопла;
- диаметр отверстия под текущий режим резки.
Если данных мало, помогает фото старого сопла рядом с линейкой или штангенциркулем. Ещё лучше, если видно маркировку и форму посадочной части. Так снижается риск заказать расходник, который похож на нужный, но даст другой зазор или нарушит работу датчика высоты.
Что означает маркировка сопла
Маркировка помогает быстро понять размеры расходника. Например, запись D28 M11 H15 читается через три параметра.
| Обозначение | Что означает | Как влияет на подбор |
|---|---|---|
| D28 | Внешний диаметр 28 мм | Показывает посадочный размер сопла |
| M11 | Резьба M11 | Показывает совместимость с держателем |
| H15 | Высота 15 мм | Влияет на положение отверстия и зазор |
| 1,5 | Диаметр отверстия 1,5 мм | Влияет на поток газа и режим резки |
Ошибка в любом из этих параметров может испортить результат. Если диаметр отверстия совпал, но высота другая, газ будет выходить из другой точки относительно фокуса. Если совпала высота, но резьба отличается, сопло может встать с перекосом или не вкрутиться до нужного положения.
Когда выбирать хромированное сопло
Хромированное сопло применяют там, где на нижнюю часть активно летят брызги расплава. Покрытие снижает налипание металла и помогает дольше сохранять форму отверстия. Это особенно полезно на режимах, где обычное медное сопло быстро загрязняется.
Хромированное сопло не исправляет ошибку режима. Если давление газа выбрано неверно, фокус смещён, защитное стекло загрязнено или сопло стоит не по оси луча, покрытие не уберёт грат и непрорез. Оно помогает сохранить рабочую поверхность расходника, но не заменяет правильный подбор диаметра, газа и высоты.
Хромированное сопло имеет смысл проверить, если повторяется один из сценариев
- на нижней части сопла быстро появляется налёт;
- брызги прилипают после нескольких прожигов;
- отверстие быстро загрязняется;
- резка идёт на режиме с большим количеством расплава;
- оператор часто чистит сопло во время смены.
Если обычное сопло загрязняется из-за плохого воздуха, влажного газа или ошибки высоты, покрытие даст только временный эффект. Сначала нужно проверить причину налипания.
Когда сопло нужно менять
Сопло меняют не только после видимого повреждения. Иногда расходник выглядит рабочим, но отверстие уже потеряло геометрию. Для лазерной резки это критично, потому что даже небольшой перекос потока влияет на кромку.
Сопло стоит заменить, если появились такие признаки
- отверстие стало овальным;
- на нижней части есть оплавление;
- к соплу прилипли брызги, которые не удаляются без риска повредить поверхность;
- рез стал хуже после удара головки о лист;
- грат появляется с одной стороны;
- после чистки дефект быстро возвращается;
- сопло плохо вкручивается или садится с перекосом.
Работать с повреждённым соплом рискованно. Оно может искажать поток газа, ухудшать рез и увеличивать загрязнение защитного стекла. Если сопло получило удар, проверяют не только его, но и керамическое кольцо, центровку луча и работу датчика высоты.
Что проверить вместе с соплом
Сопло редко работает изолированно. Если рез ухудшился, а замена сопла не помогла, нужно смотреть соседние элементы лазерной головки.
| Узел | Как влияет на рез | Что видно при проблеме |
|---|---|---|
| Защитное стекло | Пропускает луч к зоне реза и защищает оптику | Падает мощность, появляется непрорез, растёт нагрев |
| Керамическое кольцо | Участвует в работе датчика высоты | Головка неверно держит зазор, сопло может цеплять лист |
| Фокусирующая линза | Формирует фокусное пятно | Рез становится шире, прожиг идёт хуже |
| Коллиматорная линза | Влияет на прохождение луча в головке | Появляется нестабильность мощности и формы реза |
| Уплотнительные кольца | Удерживают герметичность газового тракта | Давление падает, поток становится слабее |
| Подача газа | Обеспечивает нужный расход и давление | Грат, потемнение кромки, нестабильный выдув расплава |
Такой подход помогает отличить проблему сопла от проблемы головки. Если новое сопло не улучшило рез, не нужно сразу заказывать ещё один диаметр. Сначала стоит проверить стекло, керамику, давление газа и соосность.
Как продлить ресурс сопла
Ресурс сопла зависит не только от материала расходника. На него влияет чистота газа, высота реза, режим прожига, состояние листа и работа датчика высоты.
Сопло служит дольше, если выполнять несколько простых правил
- проверять чистоту отверстия перед началом смены;
- не чистить сопло жёстким инструментом, который царапает кромку отверстия;
- следить за высотой головки над листом;
- проверять защитное стекло при росте количества брызг;
- использовать газ с нормальной подготовкой;
- не продолжать резку после удара сопла о деталь;
- хранить сопла отдельно от абразива, пыли и влаги.
Главная ошибка возникает, когда сопло чистят до тех пор, пока оно внешне снова выглядит нормальным. Если отверстие уже повреждено, чистка не вернёт правильную геометрию. Такое сопло лучше заменить, чем продолжать резку и копить брак в серии.
Чеклист перед заказом сопла
Перед заказом сопла для лазерной резки нужно собрать данные, которые реально помогают подобрать совместимый расходник.
- бренд и модель лазерной головки;
- маркировку старого сопла;
- внешний диаметр;
- резьбу;
- высоту;
- диаметр отверстия;
- тип сопла;
- наличие покрытия;
- материал, который режется чаще всего;
- толщины металла;
- газ для резки;
- мощность лазера;
- проблему, если сопло подбирается из-за брака.
Если задача связана не просто с пополнением склада, а с устранением дефекта, полезно описать сам дефект. Например, грат появляется только на нержавейке 3 мм, непрорез виден на углеродистой стали 10 мм, а после замены сопла рез стал хуже на мелких отверстиях. Такая информация помогает быстрее понять, нужен ли другой диаметр или проблема может быть в стекле, газе, фокусе либо керамическом кольце.
Как не перепутать похожие сопла
Похожие сопла часто отличаются мелочами, которые не видны на фото в каталоге. Разница в высоте, резьбе или форме канала может изменить работу головки.
Чтобы не перепутать расходники, не стоит ориентироваться только на внешний вид. Сначала сравнивают размеры, затем смотрят тип конструкции, потом сверяют диаметр отверстия и газовый режим.
Если на складе лежат сопла нескольких типов, лучше разделить их по головкам, диаметрам и назначению. Например, отдельно хранить сопла для кислородной резки углеродистой стали, отдельно сопла для азотной резки нержавейки, отдельно хромированные варианты для режимов с сильным налипанием брызг.
Такой порядок снижает риск поставить на станок расходник, который подходит механически, но рассчитан на другую задачу.
Финальная проверка перед установкой
Перед установкой нового сопла оператору достаточно выполнить короткую проверку.
- сравнить новое сопло со старым по высоте и резьбе;
- проверить отверстие на чистоту и правильную форму;
- убедиться, что сопло вкручивается без перекоса;
- проверить керамическое кольцо;
- проверить защитное стекло;
- выполнить центровку луча относительно отверстия;
- сделать пробный рез на рабочем материале.
Если пробный рез сразу даёт грат, перекос или нестабильный прожиг, не нужно запускать серию в надежде, что режим выровняется. Лучше остановиться на первой детали и проверить сопло, газ, стекло и зазор. Это дешевле, чем обнаружить ошибку после партии деталей.
Частые вопросы
Можно ли выбрать сопло только по диаметру отверстия?
Нет. Диаметр отверстия влияет на поток газа, но для совместимости с лазерной головкой нужны внешний диаметр, резьба, высота, тип конструкции и форма посадки. Сопло с нужным отверстием может не подойти по посадке или изменить положение относительно фокуса.
Чем одинарное сопло отличается от двойного?
Одинарное сопло чаще применяют при резке азотом, воздухом или аргоном, когда газ выдувает расплав и помогает получить чистую кромку без сильного окисления. Двойное сопло чаще используют при кислородной резке углеродистой стали, где газ участвует в процессе реза и требует более стабильной подачи.
Почему после замены сопла рез не стал лучше?
Причина может быть не в сопле. Нужно проверить защитное стекло, керамическое кольцо, соосность луча, давление газа, фокус и высоту головки над листом. Грязное стекло или повреждённая керамика могут давать тот же дефект, что и неподходящее сопло.
Когда нужно менять сопло?
Сопло меняют, если отверстие стало овальным, нижняя часть оплавилась, появились стойкие брызги, рез ухудшился после удара головки или грат стал появляться с одной стороны. Даже небольшое повреждение отверстия может сместить поток газа и испортить кромку.
Что лучше выбрать для нержавеющей стали?
Для нержавеющей стали чаще используют одинарные сопла и азот, если нужна светлая кромка без выраженного окисления. Диаметр выбирают по толщине металла, мощности лазера и карте режимов станка.
Какие сопла применяют для углеродистой стали?
Для углеродистой стали при кислородной резке часто используют двойные сопла. Они помогают стабилизировать подачу кислорода и поддерживать ровный прожиг. Точный диаметр зависит от толщины листа, мощности станка и режима резки.
Зачем нужно хромированное сопло?
Хромированное покрытие снижает налипание брызг на нижнюю часть сопла. Такой вариант полезен на режимах, где обычное медное сопло быстро загрязняется. Покрытие не исправляет ошибку по газу, фокусу, диаметру или высоте.
Что сообщить менеджеру перед заказом?
Для подбора нужны модель лазерной головки, маркировка старого сопла, внешний диаметр, резьба, высота, диаметр отверстия, тип сопла, газ, материал, толщина металла и мощность лазера. Если сопло подбирается из-за брака, нужно описать дефект на детали.
Перед заказом сопла проверьте ключевые параметры
Модель лазерной головки, посадочные размеры, диаметр отверстия, тип газа и толщина металла помогают подобрать расходник, который не просто вкрутится в головку, а будет работать в нужном режиме без лишнего грата, перерасхода газа и риска для защитного стекла.
Подобрать сопло